一、
产品说明
1. 产品名称:
学名:硫酸。别名:绿矾油、硫镪水、磺镪水。分子式:H
2SO
4 。分子量:98.1
2. 危险分类:
常规分类及编号:GB8.1类81007 , 原铁规:一级无机酸腐蚀物品。
3. 产品规格:
工业级GB534—82(特种硫酸)含量≥92.5%或98%:(浓硫酸)一级品≥92.5%或98%;二级品≥92.5%或98%。(稀硫酸)≥75%。
4. 产品用途:
化学工业的基础原料,尤其是用于化肥、纤维、无机药品、金属冶炼、纺织、造纸、食品等工业,还用于化学试剂和医药。
5. 理化特性:
浓硫酸为无色透明的油状液体,由于纯度不同,颜色自无色、黄色**黄棕色,有时还有浑浊状的现象。强腐蚀性。浓硫酸有明显的脱水作用和氧化作用,与可燃物接触会剧烈反应,引起燃烧。相对密度1.834;熔点10.5℃,98%硫酸+3℃,93%硫酸-32℃。能任意溶于水,同时放出大量高热,会使酸液飞溅伤人或引起爆炸。所以在混合时只能把硫酸慢慢地倒入水中加以搅拌,jue不可把水倒入硫酸。硫酸具有酸类的通性,其化学性质如下:
(1) 能与碱中和反应生成盐和水,并放出高热。
(2) 76%以下的稀硫酸能与锌、铁等活泼金属起反应,生成盐并放出氢气。
(3) 能与金属氧化物起反应,生成盐和水。
(4) 与沸点较低的酸形成盐共热,或与强碱弱酸盐反应,可生成新盐新酸。
(5) 能与有些有机物起磺化作用生成磺化物。
(6) 浓硫酸具有强氧化性,在常温下在铁容器表面生成一层氧化膜保护层,因此可用铁罐装运浓硫酸。当与铜、碳、硫共热,这些物质被氧化,而硫被还原成SO
2。
(7) 浓硫酸具有脱水和吸水作用,因此能从蔗糖、稻草、木材、棉麻织物、纸张等碳水化合物中脱水变成黑色的碳;对皮肤能引起严重的脱水和灼伤。在有机制备时,利用其脱水作用制乙醚和酯类。
6. 危险特性:
急性毒性:LD
50 2140mg/㎏(大鼠径口):LC
50 510mg/M
3 ·2h(大鼠径口):LC
50 320mg/M
3·2h(小鼠径口)。硫酸的酸雾**高允许浓度为2mg/M
3。浓硫酸遇水放出大量的高热,可发生沸溅伤人。与易燃物和可燃物接触发生激烈反应,甚**引起燃烧。遇电石、高氯酸盐、硝酸盐、苦味酸盐、金属粉末等会猛烈反应,发生燃烧或爆炸。有强烈的吸水性和强腐蚀性。
7. 储运、装卸、使用注意事项及泄漏应急处理:
一般少量的硫酸可用耐酸坛、陶瓷耐酸罐或塑料耐酸罐,外加木花的木格板箱包装,用石膏等耐酸材料密封坛盖。储存于干燥、通风的仓库,避免日晒,不可接触热源和火种,严防漏水受潮。应与易燃或可燃物、碱类、金属粉末、氧化剂等分开存放,不可混储混运。搬运时要轻装轻卸,防止包装及容器损坏。分装和搬运时,要注意个人防护。大量浓硫酸用铁罐包装,专用槽车运输,卸**低位酸槽,然后用耐酸泵送入储酸槽。
若硫酸泄漏,应先设法止漏,隔离泄漏污染区,限制非工作人员出入,不要直接接触硫酸,并迅速挖坑或构筑围堰,将硫酸回收,清场可用石灰中和,并用大量清水冲洗,稀释后的酸水送到“三废”处理站,处理后排放。
8. 硫酸对生理的反应:
基本形态: 液体
安全浓度:1毫克/米
3
**大允许浓度:2毫克/米
3
中毒浓度:0.02毫克/升
嗅觉能感觉到的**低浓度:无嗅
进入人体方式:吸入雾粒
生理作用性质:脱水刺激作用
生理反应:
皮肤损坏:硫酸侵蚀后,轻者局部发红疼痛;中等者烧成水疱,周围大量冲血;重者可引起皮肤及皮下组织坏死,烧成焦黑色,与高温或蒸汽接触后的症状与重度烫伤相似,皮肤烧伤后期可结成灰色痂皮。
粘膜损害: 眼结膜受酸气刺激可发生急性结膜炎,如发红、流泪、疼痛羞明等,但不太严重。鼻粘膜刺激有鼻干、流涕、喷嚏。咽喉刺激有咽喉干燥、咽下疼痛、咳嗽等。
牙齿损害:急性者或慢性者有齿面逐渐变糙或纵形凹纹,感觉牙齿发酸、疼痛。重症者牙根动摇,牙龈出血,牙齿变黑等。
全身性中毒:误吞入硫酸后,口腔强烈疼痛,咽喉、食道和胃部均有强烈烧灼感。初猛烈呕吐,吐出酸性物质,后可能吐出咖啡色物或混有鲜红血液,甚**可见呕吐物中有食道或胃的粘膜。重者伴有腹泻,大便中带粘液或带血。咽喉上部、气管如烧伤可能引起急性声带狭窄、呼吸困难、全身也可发生出冷汗、剧烈疼痛、血压下降而休克。严重者可并发胃穿孔、声带水肿、狭窄、心力衰竭或肾脏刺激症状,均可有生命危险,有的在急性休克期死亡。
预防法:密闭、防护工具如橡皮衣服、手套、套鞋、眼镜、口罩等丝绸或毛织品工作服。工作期间常用1—2%小苏打水漱口。
急救与治疗:
1. 皮肤烧伤者立即用大量清水或2%苏打水冲洗,如有水疱出现须再涂以红汞或龙胆紫溶液。
2. 眼、鼻、咽喉受刺激,可用温水或2%苏打水冲洗或含漱,咽喉急性炎症者可以咽下冰块。
3. 牙齿长期受蒸气腐蚀,产生剧烈疼痛或牙根动摇,须口腔科手术拔除患牙。#p#分页标题#e#
4. 误吞入硫酸后,必须立即洗胃,常用温热水7—10升,少量多次灌洗,也可用2%小苏打或其他弱碱性溶液,洗胃以后可内服氧化镁乳剂或橄榄油。
5. 全身休克症状明显时,需从速静脉注入大量生理盐水或5%葡萄糖盐水,必要时得输血急救。
6. 声带水肿极其严重者需考虑气管切开术,以挽救生命,食道烧伤后的狭窄,应该注意用营养高的液体食物,保证营养的需要。
二、本车间任务及管理范围:
1、任务:将钛白粉生产过程中产生的23%~28%的废酸经三级加热真空浓缩之后达到预定浓度后回收利用。
2、管理范围:从进入本车间的28%废硫酸贮槽到成品酸生产过程中的所有设备、仪表、贮槽、管道等。
三、废硫酸浓缩的原理:
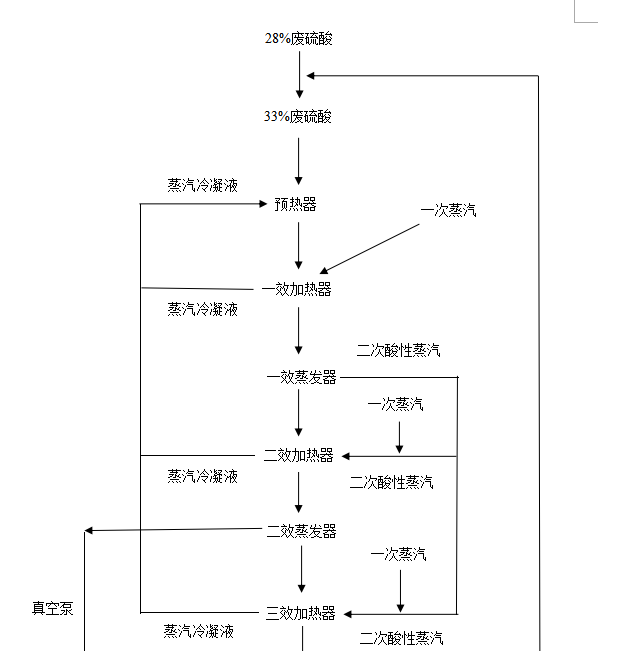
23%的钛白废硫酸与60%的成品酸按一定比例进行配酸得到31%的废硫酸。31%的废硫酸进入浓缩系统通过蒸汽三效浓缩到60%。蒸汽浓缩工艺为蒸汽加热强制循环的真空浓缩工艺,其原理如下:
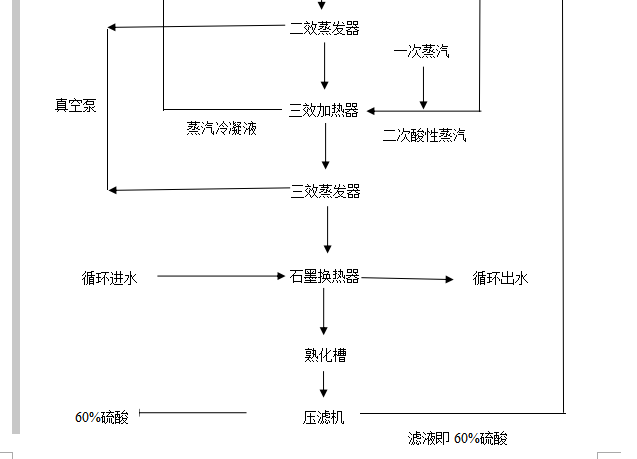
31%的废硫酸经浓缩供料泵泵入卧式凝结水预热器,经预热器加热之后的废硫酸,进入一效循环泵前加入浓缩系统,混同循环酸一并在一效加热器中同加热蒸汽换热、升温进入一效蒸发器。在一效蒸发器中真空浓缩**要求浓度的酸在一效蒸发器中部经酸溢流管**二效循环泵前进入二效循环系统,混同循环酸一并在二效加热器中同由一效蒸发产生的二次酸性蒸汽换热、升温进入二效蒸发器。在二效蒸发器中真空浓缩**要求浓度的酸在二效蒸发器中部经酸溢流管**三效循环泵前进入三效循环系统,混同循环酸一并进入三效加热器中同由一效蒸发产生的二次酸性蒸汽换热、升温进入三效蒸发器。在三效蒸发器中真空浓缩**要求浓度的酸在三效蒸发器中部经酸溢流管溢流**浓酸热酸贮槽中,其中未达要求浓度的酸经蒸发器底部进入循环泵,混同来酸继续进行循环加热蒸发。进入浓缩热酸贮槽中的酸经泵打入石墨换热器进行换热冷却,冷却后的硫酸溢流**熟化槽进行三级熟化结晶。
硫酸在熟化槽中经三级熟化结晶之后,硫酸亚铁晶体长大长粗、同时酸温度降**65℃以下后,由压滤供料泵泵**压滤机进行固液分离,得到硫酸亚铁含量≤0.8%的清洁回收酸。清洁回收酸溢流**成品酸贮槽中存储,一部分用于本工艺的配酸,大部分由泵泵**酸解等车间使用。
四、工艺流程简图:
五、
主要工艺指标
1、进料酸浓度:31%
2、预热器出酸温度: 60℃—70℃
3、一效蒸发器温度: 110℃ 真空度:-0.04
4、一效蒸发器出料浓度:35%-40%
5、二效蒸发器温度:110℃ 真空度:-0.06—-0.08
6、二效蒸发器出料浓度:45%—50%
7、三效蒸发器温度:105℃—110℃ 真空度:-0.092
8、三效蒸发器出料浓度:65%
9、经石墨换热器冷却后温度:60℃
10、压滤之后成品酸浓度:65%
五、开停车及正常操作:
1、开车准备
1)检查各设备及贮槽中防腐层有无鼓泡、裂纹及外漏玻璃纤维现象,如有通知设备管理进行内部防腐。
2)对各相关设备进行试压、试漏实验。
3)检查仪器、设备、电器是否完好。
4)检查公用工程是否符合开停车的工艺要求。
5)检查各管道以及阀门是否完好,阀门开关是否在合适位置。
2、岗位开车
开车准备工作做完之后,在一切正常情况下,本工艺可以进行试生产运行阶段。在进入试生产运行前,先进行以水代料试运行,主要是提高操作人员对生产工艺、设备和动力设备操作控制增加实践感受;同时在以水代料试运行过程中,进一步检查和发现不安全因素和不符合工艺控制的地方,将发现问题在以水代料试运行过程中得以解决,使工艺设备和操作人员真正掌握工艺流程和工艺控制参数及处理办法,保证投料试运行的安全运行,在完成以上工作后,对所有操作人员再进行集中培训,指出以上活动中存在问题,进一步提高操作人员对生产工艺操作理解和熟悉,特别是不正常现象处理办法和协调关系。在完成以上工作并达到满意程度后,确定投产试运行。
岗位开车程序:
1、投加原始底料酸,依次打开一效、二效、三效强制循环泵。
2、通入蒸汽,缓慢打开一效加热器的蒸汽阀门,控制一效加热器的进蒸汽压力,同时利用高压水蒸汽将1
#加热器内的惰性空气赶净,保证1
#加热器有良好的传热效果。
3、启动大气冷凝器、水力喷射器和真空泵,使系统保持真空状态。
4、当浓缩后酸贮槽中的酸达到一定液位时,打开石墨换热器的冷却水系统,然后打开石墨换热器的供料泵进行冷却
5、当熟化槽中液位达到预定值时,打开压滤供料泵进行压滤
六、常见事故及处理
1、强制循环泵突然停止。处理方法:(1)如果是一效,此浓缩酸的浓小时,短暂停止强制循环泵时,先用手盘动叶轮,证明可以运行时,重新启动一效强制循环泵;(2)根据实践经验和现场实际情况进行综合分析处理。是否立即启动强制循环泵还是打开排污阀将系统内的浓缩酸放入废水地下槽回收处理,然后对系统进行清洗除渣并置换系统内的残余硫酸,等查处原因后再投入运行。严禁处理不当损坏强制循环泵。#p#分页标题#e#
2、加热管发生堵塞或无法排污,处理方法:进行系统停车,进行清洗除渣的清理工作。在处理时,操作人员一定要全身密封地穿上橡皮制服和橡胶雨鞋和橡胶手套,并带上橡皮防毒面具。上部清液采用虹吸方法引入废水地下槽,当达到沉淀无机盐层时,可用≥85℃热水边冲洗边溶解地方法,将溶解的酸虹吸到废水地下槽。在这个过程中,严禁不讲安全进行野蛮作业,一定要执行人身安全**的宗旨,顺利的将停泵造成的事故处理完毕,并查明原因,重新投料运行。
3、搅拌系统电机电流过大。处理方法:立即检查减速机有没有不正常现象以及减速机、电动机的外壁温度,搅拌桨的径向摆动和轴向窜动是否在公差范围内,有没有不正常响声和振动,机械密封径向有没有造成偏心单侧磨损而发热,减速机机座是否松动造成搅拌桨偏心运行,同时检查油箱内有没有润滑油或者液位视镜显示的是假液位,如果减速机机油箱内没有润滑油,将会造成磨擦发热甚**烧坏减速机。如果上述检查都正常时,检查槽内酸中的无机盐含量,如无机盐含量增高时,将增加浓缩酸的粘度,从而造成电动机的运行电流增大后果,发现电流增大时,必须找出原因才能继续运行,否则将会使减速机在超负荷中运行,甚**损坏。
4、压滤机故障。处理方法见下表:
压滤机常见故障及排除:
|
序号 |
故障 |
生产的原因 |
排除方法 |
|
1 |
压力不足 |
1、 溢流阀调整不当或损坏
2、 油位不够
3、 油泵损坏
4、 阀块和接头处漏油
5、 油缸密封圈磨损
6、 阀内泄露 |
1、 调整或更换
2、 补充液压油
3、 更换油泵
4、 拧紧或更换O型圈
5、 更换密封圈
6、 调整或更换 |
|
2 |
保压不佳 |
1、 活塞密封圈磨损
2、 油路泄露
3、 液控单向阀堵塞或磨损
4、 电磁球阀堵塞或磨损 |
1、 更换密封圈
2、 检修油路
3、 清洗或更换
4、 清洗或更换 |
|
3 |
滤板间漏料 |
1、 料泵压力流量超高
2、 滤板密封面夹有杂物
3、 滤布不平整,有折叠
4、 压力不足 |
1、 调整回流阀
2、 清理干净
3、 整理滤布
4、 调整压力 |
|
4 |
滤板破裂 |
1、 过滤时进料压力过高
2、 进料温度过高
3、 进料速度过快
4、 滤板进料孔堵塞
5、 滤布破损,出液口堵塞 |
1、 调整进料压力
2、 换高温板或滤前冷却
3、 降低进料速度
4、 清理进料孔
5、 更换滤布,清理干净 |
|
5 |
滤板向上抬起 |
1、 安装基础不平整
2、 滤板下部滤渣不净 |
1、 重新修整地基
2、 清除干净 |
|
6 |
滤液不清 |
1、 滤布破裂
2、 滤布选择不当
3、 滤布开孔过大
4、 滤布缝合处开线 |
1、 更换滤布
2、 重新试验,更换滤布
3、 更换滤布
4、 重新缝合 |
|
7 |
液压系统有噪音 |
1、 吸入空气
2、 紧固件松动
3、 液压油粘度过大 |
1、 打开放气阀放气
2、 将紧固件紧固
3、 降低液压油粘度 |
|
8 |
主梁弯曲 |
1、 机座端地基粗糙,自由度不够
2、 滤板排列不平行,拉板不同步 |
1、 重新安装
2、 重新排列滤板
3、 调整拉板小车同步性 |
七、
岗位交接班
1、接班者必须穿戴劳保用品,提前15分钟到岗位巡回检查本岗位。交班者必须在岗位上与接班者当面交清后,方可离岗参加班后调度会。接班者未到,交班者不得离岗。
2、严禁酒后接班。
3、双方必须交清以下内容:
1)生产情况和设备、电气、仪表等运行是否正常。#p#分页标题#e#
2)工艺指标的执行情况。
3)各种资料、记录、图表等是否齐全、真实。
4)公用工具、分析仪器、药品、安全及消防设备是否齐全、完好。
5)岗位所辖区域内是否整洁。
6)岗位生产所需原辅料的储备情况。
7)需要说明的问题和需要交待的注意事项。
4、对交接班内容,交班者必须逐条认真交接,不得敷衍了事,应做到:上不清,下不接,否则一切后果由接班者负责。
对本岗位重点部位、重点设备、主要指标、专用工具应逐点、逐台,逐项认真交接,若交接不清,一切后果由接班者负责。
在处理事故时不能交接班,由交班者继续处理,接班者协助**处理完,方能交接班。
在交接班过程中,双方发生意见不统一时,由班长协商解决,班长协商解决不了时,车间主任决定。
八、岗位巡回检查
1、巡回检查路线
为确保生产,岗位操作人员接班后,必须按岗位管理范围进行检查。
2、巡回检查重点及其内容:
本岗位重点检查,各罐体贮槽储料量是否正常,换热系统供水、供料及搅拌,泵运转是否正常,检查循环系统温度及蒸汽压力、蒸发器液位、浓度、气压是否符合工艺要求。
3、处理方法及要求:
在巡回检查时,操作员必须认真负责地履行职责,发现问题及事故隐患时能处理的,应按事故处理的有关规定,立即处理并做好记录,若不能处理的,应立即向当班调度报告,严禁拖延。
九、岗位记录
1、记录生产日期。
2、每小时记录蒸发器温度、出料浓度以及蒸汽管道压力。
3、每小时记录真空泵,循环泵、搅拌桨泵等的电流。
4、记录每小时的进料量和出料量。
5、记录取样时间及其分析结果。
6、在交接班一栏中,应记录故障及其处理,岗位清洁卫生,设备运行和工艺控制。
十、岗位安全注意事项
1、严格按规定穿戴劳保用品上岗,严禁吸烟。
2、严格执行工艺纪律及调度指令。
3、严格遵守操作程序,防止压缩空气泄漏。
4、严格遵守球磨机的操作规程,防止操作不当或润滑不当对球磨机的损坏。
5、防止输送设备对人体的搅伤、扎伤事故的发生。
6、加强巡回检查,发现异常,及时处理并通知当班调度。
十一、岗位环境要求
1、操作室内窗明、地净、桌椅、工具摆放有序且干净,工作服挂放整齐,室内无烟头和杂物。
2、操作岗位原辅料,生产工具及用具摆放整齐,合理,危险标志鲜明,照明设施完好,无积水,无烟头,纸屑等杂物。
3、管理范围内无废酸积液。

.jpg)
.jpg)
